
YH408
- Categories : YH series
• The injection part adopts a linear guide rail structure, which is stable,efficient and energy-saving.• It can meet the requirements of high-precision product molding,improve the injection speed and response, significantly improve themolding quality and precision.• The latest "excellent" integrated computer is used to comprehensivelyimprove the positioning accuracy and improve the overall operationstability.
Technical parameter
YH Series Servo Energy-Saving Injection Molding Machines | ||||||
YH-408 | ||||||
International Size Rating | 2650 | |||||
Injection Unit | ||||||
Screw specification | A | B | C | D | ||
Screw diameter | mm | 70 | 75 | 80 | / | |
Screw ratio | L/D | 21.4 | 20 | 18.8 | / | |
Theoretical injection capacity | cm³ | 1327 | 1524 | 1734 | / | |
Injection weight | g | 1208 | 1387 | 1578 | / | |
Injection rate | g/s | 366 | 395 | 446 | / | |
Injection pressure | Mpa | 199 | 173 | 152 | / | |
Screw rotation speed | r/min | 0-160 | ||||
Clamping Unit | Auxiliary machine specifications | |||||
Clamping force | KN | 4080 | Dryer | 150kg | ||
Mold opening stroke | mm | 710 | Feeder | 800g | ||
Space between tie bars | mm | 760×670 | Air switch specification | 160A | ||
Max.Mold Height | mm | 780 | Power cord specification | 35mm² | ||
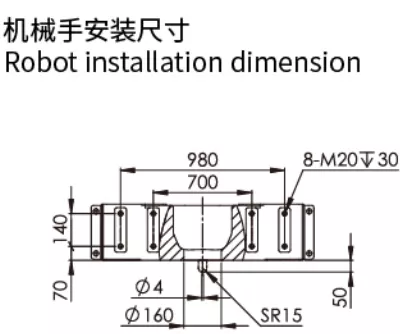
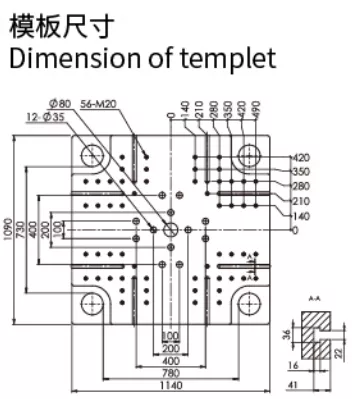
Min.Mold Height | mm | 250 | Mold positioning ring specification (mm) | Ø160 | ||
Ejector Stroke | mm | 200 | Nozzle aperture (mm) | Ø4 | ||
Ejector Force | KN | 110 | Nozzle spherical R angle | SR15 | ||
Others | Mold clamping screw specification | M20 | ||||
Oil pump motor power | KW | 43.2 | Template outline dimension (mm) | 1070×1120 | ||
Heater power | KW | 27.6 | Foundation bearing requirement | 3t/m² | ||
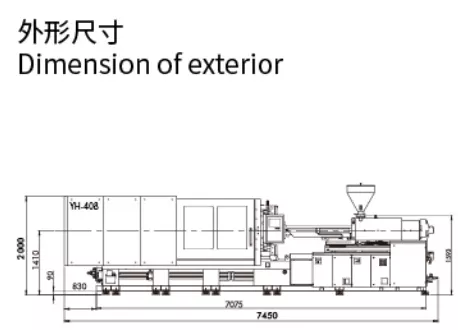
Machine dimension | M | 7.45×2×2.45 | Oil cooler water flow requirement (L/min) | 118 | ||
Machine weight | T | 16 | Cooler inlet and outlet pipe interface | 1-1/4″ | ||
Hopper capacity | L | 50 | Minimum mold size (length × width) (mm) | 545×510 | ||
Oil Tank Capacity | L | 600 | ||||
Instructions: 1. Theoretical injection volume = cross-sectional area of the injection molding machine's barrel × injection stroke 2. Actual injection volume = theoretical injection volume × 0.91 (calculated based on GPPS) | ||||||
Product Description
Application Cases
• The injection part adopts a linear guide rail structure, which is stable,
efficient and energy-saving.
• It can meet the requirements of high-precision product molding,
improve the injection speed and response, significantly improve the
molding quality and precision.
• The latest "excellent" integrated computer is used to comprehensively
improve the positioning accuracy and improve the overall operation
stability.
Full system standard proportional back pressure valve
Roller Hopper Slide
The system pressure is raised to 17.5Мpa
Non-welding technology of main power pipe
New graphite self-lubricating steel sleeve
JSK standard appearance upgrade
Injection Unit
Double cylinder balanced injection structure
High efficiency plasticizing screw barrel of high quality nitride steel
Timing heating function,screw anti-cold start
High quality high torque hydraulic motor drive glue
Screw retraction anti-salivation device [glue extraction/loose retraction/fire retraction]
Double injection shift cylinder design ensures uniform nozzle contact force and injection control accuracy
The high rigid pedestal support structure ensures the stable ano efficient operation of the injection mechanism
Nozzle to center trimming device
High precision electronic ruler controls the shooting stroke
Six stages of injection,five stages of pressure,four stages of material storage pressure,speed can be adjusted
Screw speed measuring device
Automatic cleaning the barrel function
Centrally lubricated with station as standard
The injection seat/pre molded seat adopts a linear guide rail support structure
Standard nozzle protection cover
Clamping Unit
Five fulcrum oblique double toggle
Conjucted structure of clamping plate and end board
High precision low pressure protection die function
Hydraulic motor drives automatic gear die setting
reduces the bearing deformation of tie rod,and themovable form work moves high hardness steel belt
Adjustable movable form work supporting structure
Self-detector
volumetric centralized
lubrication
system
Standard mechanical and electrical double safety protection devices
The operation of opening and closing election are controlled by high-precision electronic ruler
Multiple ejection modes are available,with pressure and speed setting respectively
Five process in mold opening and closing adjustable pressure
Hydraulic Unit
Efficient servo energy-saving system
Increase the system pressure to 17.5Mpa
Non welding technology of main power pipe
Oil temperature detection, automatic alarm for oil temperature deviation
Mold cooling water drain [including a set of material
pipe cooling!
Full series standard proportional back pressure valve
Control Unit
High response injection molding machine special control computer
Intelligent SPC quality management
Support for multiple languages
LCD color screen, real-time animation display of machine operation
Simple robot electrical interface
Parameter data protection lock
PID temperature automatic control, to achieve the barrel temperature selt-correction
USB interface for easy panel program update and mold
parameter
backup
PROHIBIT TON
With stop memory function, can store 100 sets of mold data randomly
100 sets of exception alerts and 100 sets of change record stores
Muti-level password protection, can he set according to different authorization levels, to prevent error modification of molding parameters
Below 308T is equipped with blanking port detection electric sensor
Front and rear door emergency stop switch as standard
Spare aviation sockets [5-core are three-phase 380V]:below 268T:5-core 16Ax3 group,308T-408T:5-core 32Ax1 group+5-core
16Ax2 group

Get In Touch
Request A Quote